在涂层质量控制领域,划格法(Cross-Cut Test)是评估涂层附着力的经典且必备的测试手段。面对市面上不同品牌、不同规格的漆膜划格器(俗称百格刀),很多客户常常困惑:究竟是刀刃越多越好?还是切口深度越深越好?
作为一名技术人员,我将从测试原理、国际标准、基材特性三个核心维度,为您拆解漆膜划格器的选型逻辑。
一、 选型的核心依据:标准与基材
选错划格器,最直接的后果就是测试结果无效。在选型前,请务必确认您的测试依据是ISO标准还是ASTM标准,以及您的测试基材是硬质(如金属)还是软质(如塑料、木材)。
1. 根据测试标准定刀齿数量
ISO 2409 / GB/T 9286(多刃体系):
这是国内及欧洲最常用的标准。该标准下,划格器通常提供6个切削刃(6刃)。
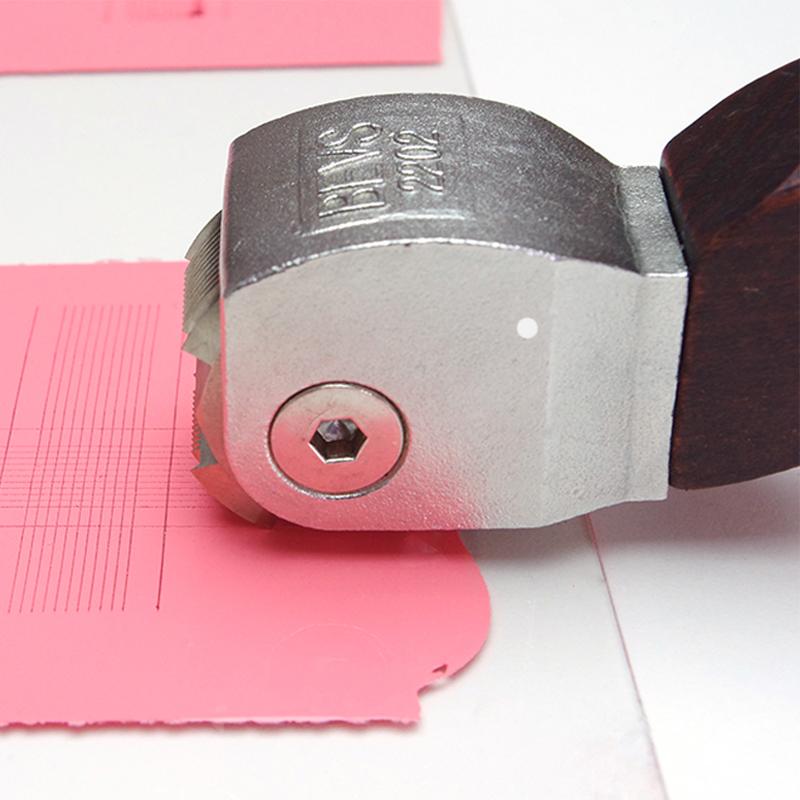
硬质底材(如钢铁): 采用6刃刀具,划出6道平行切口,旋转90度后形成25个方格。
软质底材(如木材、塑料): 采用单刃刀具(或1刃刀具)划出6道平行切口。
ASTM D3359(单刃/多刃体系):
美系标准。对于较硬的底材,通常使用11刃的划格器,划出11道切口,形成100个更密集的方格。
选型结论: 如果您主要面向国内市场或欧标订单,选 6刃划格器;如果是美标订单,建议准备 11刃划格器 或 单刃套装。
2. 根据涂层厚度与底材硬度定刀距与刀刃
划格器的手柄头通常是可更换的,上面标注了两个关键参数:刀齿数与刀齿间距。间距的选择完全取决于涂层厚度。
| 涂层厚度 (µm) | 划格间距 (mm) | 适用场景 |
| 0 - 60 µm | 1mm | 硬质底材上的薄涂层(如汽车面漆、家电涂层) |
| 61 - 120 µm | 2mm | 硬质底材上的中等厚度涂层(如一般工业漆) |
| 121 - 250 µm | 3mm | 软质底材上的厚涂层(如腻子、塑料漆、木材涂层) |
选型结论: 如果您只处理常规金属喷漆,1mm和2mm间距的6刃刀头是必备组合。如果涉及木材或厚涂层,请务必准备3mm的刀头。

二、 刀刃材质与工艺:决定使用寿命
漆膜划格器的核心价值在于刀刃的锋利度和耐用度。一个钝了的刀具,切口边缘会产生毛边或撕扯涂层,导致附着力评级虚高或虚低。
合金钢 vs. 高速钢:
普通合金钢: 价格低廉,但耐磨性较差,适合实验室少量测试。
高速钢/硬质合金: 推荐用于生产线或高频测试。硬质合金(如钨钢)刀头具有极高的红硬性和耐磨性,能保证在数百甚至上千次测试后,刀刃依然锋利,确保切口宽度一致。
圆锥角设计:
专业的划格器刀刃呈15°至30°的圆锥角(由两个对称的斜面交汇而成)。这种设计保证了刀刃既能轻松划破涂层直达底材,又不会因为刀尖过宽而破坏切口两侧的涂层。
选型结论: 对于高频使用场景,请选择刀头可更换且材质为高速钢或硬质合金的型号。一次性成型的廉价刀头往往精度不够。
三、 操作性:不仅仅是“划一刀”
高端的划格器与入门级产品之间的差距,往往体现在操作手感的一致性上。
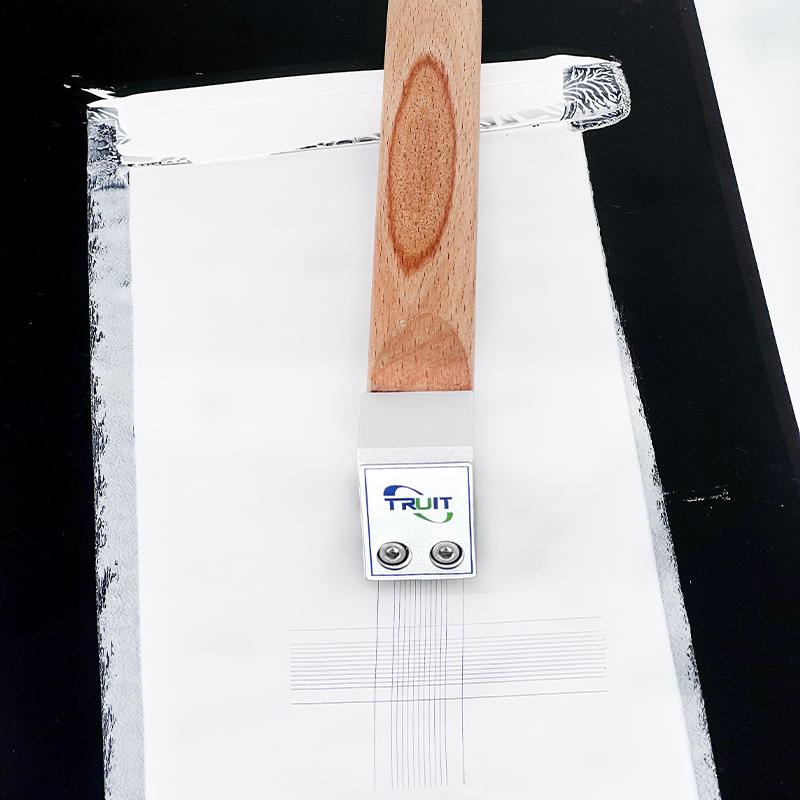
导向功能:
手动划格最大的误差在于划痕不平行。优质划格器通常自带导向滚轮或导柱,确保操作者在施力的过程中,刀具能沿直线行进,不会因为手腕抖动导致划痕间距不一。
刀架与压力控制:
有些划格器附带平衡配重块或压力弹簧。虽然标准没有强制规定划力大小,但通过机械结构保持划切压力恒定,能显著减少因操作者不同带来的结果偏差。
四、 辅助工具:配套的胶带与刷子
划格器本身只是工具,最终的评级还需要辅材配合。
胶带: 必须是标准的压敏胶带(通常是25mm宽),剥离力需符合标准要求(如(10±1)N/25mm)。千万不要用普通透明胶带替代,其剥离力差异会导致结果失效。
软毛刷: 用于划格后轻轻刷掉松散的漆屑,避免在粘贴胶带前人为破坏漆膜。
总结:选型三步走
看标准: 确定需要6刃还是11刃。
测膜厚: 根据涂层厚度选择1mm、2mm还是3mm的划格间距。
看基材: 硬底材选多刃,软底材备单刃。
投资一把高质量的漆膜划格器,不仅是为了通过一次QC检测,更是为了建立稳定、可追溯的涂层质量数据。希望本文能帮助您精准选型,让每一次划格都切中肯綮。








